
上海普通数控折弯机编程
文章出处:本站 人气:13741 发表时间:2019-12-17 08:26:29
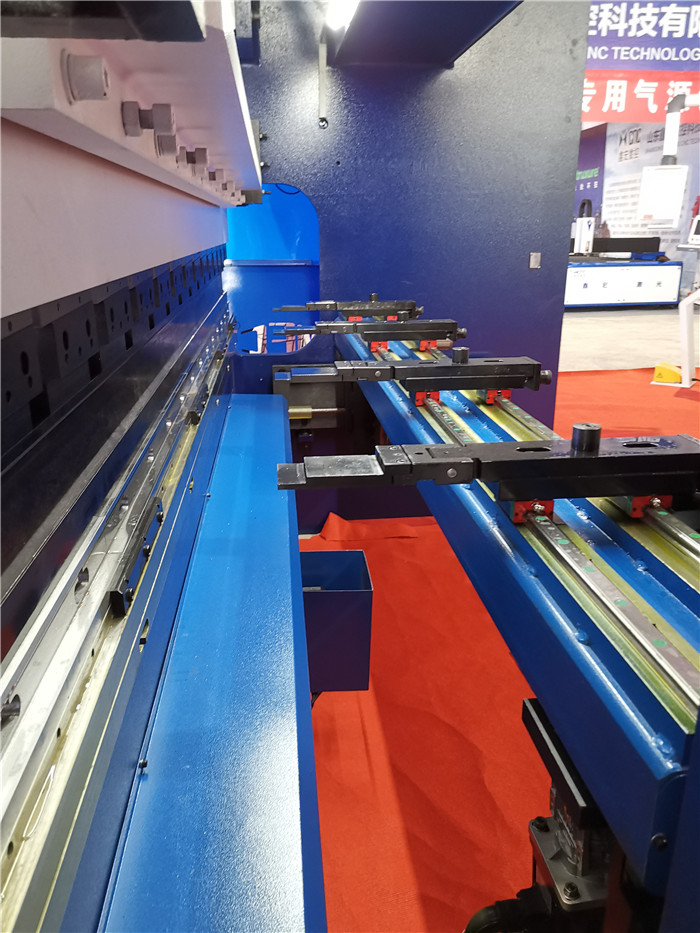
上海数控折弯机特点
- 整体焊接结构,振动时效消除应力,具有良好的钢性和稳定性
- 采用德国进口力士乐液压系统,内啮合齿轮泵,噪音低
- 上下模具采用42CrMo材质,整体热处理,下模采用双V同芯模
- 标配机械补偿,保证良好的折弯精度和直线度
- 电气元件采用施耐德电气
- 后挡料采用滚珠丝杆和直线导轨,横梁配双直线导轨
- 标配意大利进口数控系统

上海数控折弯机液压系统
- 采用德国进口博世力士乐液压系统,(电液比例伺服同步控制系统)
- 密封件采用德国SKF/美国PARKER圆圈,密封性能越
- 油泵采用日本Nachi不二越内啮合齿轮泵,噪音低、稳定性好
- 采用意大利雷斯特利进口卡套接头,确保液压管无泄漏

数控折弯机部件为框形结构,由工作台立板、左右侧板、联接梁、麦肯尼克公司机械补偿装置等组成。采用钢板整体焊接,刚性好、强度高,有很好的抗扭曲变形能力;并通过表面喷丸处理等工艺消除内应力,保证了机床整体精 度的持久稳定;折弯时上滑板、工作台变形量小,确保工 件具有好的直线度和角度致性。
上滑板装有精度特殊调整装置,可以矫正滑块变形。左、右油缸用螺栓与机架紧固联接,油缸活塞杆与滑块采用球面垫和螺杆联接, 该结构使滑块在承受偏载时能改善活塞杆的工作状态及活塞杆与滑块的结合性能;滑块 与机架由具有自润滑功能的矩形导轨副联接;在机架两侧的C形板上装有测量精度为:0.005 mm的光栅尺,检测、反馈两个油缸的同步运动状态,以控制滑块行程位置。

数控折弯机下模的选择要根据数控折弯机的尺寸,模具的负荷不可以超出極限,假如客户选择特模具,需需注意,这种模具的负荷和切正常的模具不样。要恰当选择,避免折弯力超出下模的负荷極限,导致下模碎裂致死。
数控折弯机下模的外观设计对工件可否折弯成形有挺大危害,编写程序选择模具时,务必必xu考虑到模具的外观设计,在工件成形全过程中是不是干预。模具在纳入数控系统模具库时,要将模具的尺寸编写程序准确,数控系统在全自动测算折弯工艺流程时,能准确测算出模具是不是和工件干预。
数控折弯机安装模具
1.手动模具下输入模具号码回车确认,压力10T以下。
2.装入下模具
3.踩脚踏开关调整上滑块至速度装换点。(2,3步骤可对调)
4.装入上模,夹紧快速夹紧装置。
5.踩脚踏开关至下死点,紧固上模具。(5号机可在此步紧固下模具)
6.回程
7.踩脚踏开关至速度装换点调整下模具位置
8.踩脚踏开关至下死点,紧固下模具(折弯5,7号机下模座不同7,8两步可省略)
- 上一篇: 合肥专ye数控板料折弯机编程图解
- 下一篇: 南京专ye数控板料折弯机什么牌子好
-

伺服数控折弯机
-

扭力同步数控折弯机
-

40吨全数控折弯机
-

200吨数控折弯机
|
电话:025-57260620 邮箱:86827750@qq.com 地址:南京市江宁区横溪街道丹阳社区宁阳街22号
南京易铁机电科技有限公司 版权所有免责申明 | 苏ICP备19039329号-1 | 技术支持:希望科技 | |
|

