
苏州重庆专业液压数控折弯机保养
文章出处:本站 人气:12283 发表时间:2022-09-16 07:11:03
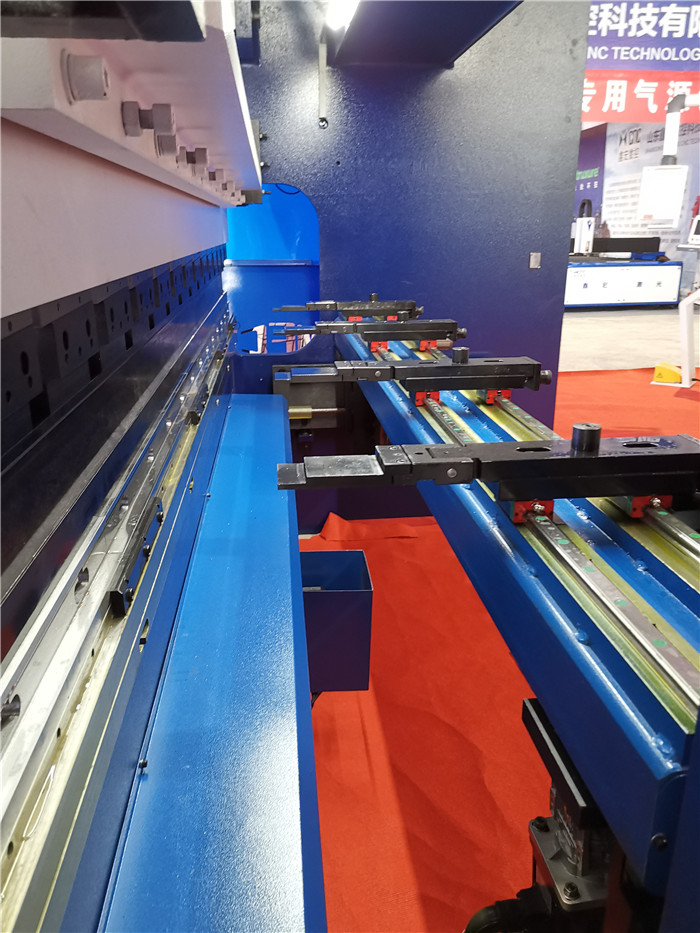
重庆液压数控折弯机电气部分:
- 采用国内名牌皖南电机,高效、节能
- 采用意大利进口品牌光栅尺,安装在C型架与滑块相连接,
- 最大消除了机架喉口变形对滑块位置的影响,不会因机架
- 的弹性变形影响其精度。
- 全系标配日本欧姆龙光电开关,防止误闯受到伤害
- 脚踏开关采用韩国进口品牌

液压数控折弯机液压管路:
- 采用进口优良管接头,确保液压管路无泄漏。
- 采用进口无缝钢管,抗压能力强。
- 设置清晰直观的油位和温度显示装置。
- 液压数控折弯机的液压系统分粗、精两级过滤,过滤精度高,保证管路内液压油的清洁度
- 液压系统具有过载保护功能,在过载时能保护机床不受损坏。
- 油箱经过特殊工艺处理,杜绝残渣和卡阀问题,降低液压故障。

液压数控折弯机厂家:南京易铁是麦肯尼克集团(MEC)旗下一家致力于智能化装备研发制造及销售为一体的子公司。主要生产油电混合数控折弯机、电液伺服数控折弯机、数控剪板机、机器集成技术应用等,为客户提供合理的钣金设备设计成套解决方案。MEC以欧洲制造标准销售到全球化市场,国内拥有完善的销售和售后服务网络,在华北、华东、华南、华中均设有分公司和办事处,提供24小时不间断咨询和服务;在欧洲设立了分公司,产品销售到海外市场。
1.主令电源开关(主电源开关):在电气控制柜左后,打成“ON”部位,机床总开关电源有电
2.指示灯:主开关电源接入后此灯亮。
3.液压数控折弯机油泵起动:按住环保按键可起动主电机和伺服电机电机,电机起动后灯亮
4.单步/调节转换开关:当电源开关打成“调节”,机床各轴处在调节情况
5.往返按键:在机床钣金折弯情况,按住此按键,导轨滑块强制往返
6.急停开关:按住,机床主电机和后挡料开关电源全被断开,顺时针旋转急停开关可松手锁住。
7.液压数控折弯机启动步骤:最先将主电源开关打进“1”(ON)部位,这时指示灯亮,释放出来急停开关,启动油泵,随后将系统软件打手动式方法,按系统软件控制面板上的启动键,这时Y轴,X轴以及它轴将回参考点,(Y轴是根据光栅尺检验到参考点,X轴以及它轴是根据接近开关检验到参考点,随后各轴返回系统软件设置部位),这时系统软件处在提前准备情况,机床能够编写程序实际操作
8.待机步骤:停再下死点 —导轨滑块挪动到下死点 —关主电机— 电源开关打进“0”(off)部位
2.指示灯:主开关电源接入后此灯亮。
3.液压数控折弯机油泵起动:按住环保按键可起动主电机和伺服电机电机,电机起动后灯亮
4.单步/调节转换开关:当电源开关打成“调节”,机床各轴处在调节情况
5.往返按键:在机床钣金折弯情况,按住此按键,导轨滑块强制往返
6.急停开关:按住,机床主电机和后挡料开关电源全被断开,顺时针旋转急停开关可松手锁住。
7.液压数控折弯机启动步骤:最先将主电源开关打进“1”(ON)部位,这时指示灯亮,释放出来急停开关,启动油泵,随后将系统软件打手动式方法,按系统软件控制面板上的启动键,这时Y轴,X轴以及它轴将回参考点,(Y轴是根据光栅尺检验到参考点,X轴以及它轴是根据接近开关检验到参考点,随后各轴返回系统软件设置部位),这时系统软件处在提前准备情况,机床能够编写程序实际操作
8.待机步骤:停再下死点 —导轨滑块挪动到下死点 —关主电机— 电源开关打进“0”(off)部位

液压数控折弯机下模的选择要根据液压数控折弯机的尺寸,模具的负荷不可以超出極限,假如客户选择独特模具,需需注意,这种模具的负荷和一切正常的模具不一样。要恰当选择,避免折弯力超出下模的负荷極限,导致下模碎裂致死。
液压数控折弯机下模的外观设计对工件可否折弯成形有挺大危害,编写程序选择模具时,务必必须考虑到模具的外观设计,在工件成形全过程中是不是干预。模具在纳入数控系统模具库时,要将模具的尺寸编写程序准确,数控系统在全自动测算折弯工艺流程时,能准确测算出模具是不是和工件干预。
- 上一篇: 苏州安徽专业数控液压折弯机品牌
- 下一篇: 苏州苏州小型4米数控折弯机编程
相关文章
相关产品
-
暂时没有数据
|
电话:025-57260620 邮箱:86827750@qq.com 地址:南京市江宁区横溪街道丹阳社区宁阳街22号
南京易铁机电科技有限公司 版权所有免责申明 | 苏ICP备19039329号-1 | 技术支持:希望科技 | |
|

