
南京普通数控液压折弯机哪家好
文章出处:本站 人气:13211 发表时间:2020-06-15 14:47:18
南京数控液压折弯机液压系统
- 采用德国进口博世力士乐液压系统,(电液比例伺服同步控制系统)
- 密封件采用德国SKF/美国PARKER圆圈,密封性能越
- 油泵采用日本Nachi不二越内啮合齿轮泵,噪音低、稳定性好
- 采用意大利雷斯特利进口卡套接头,确保液压管无泄漏
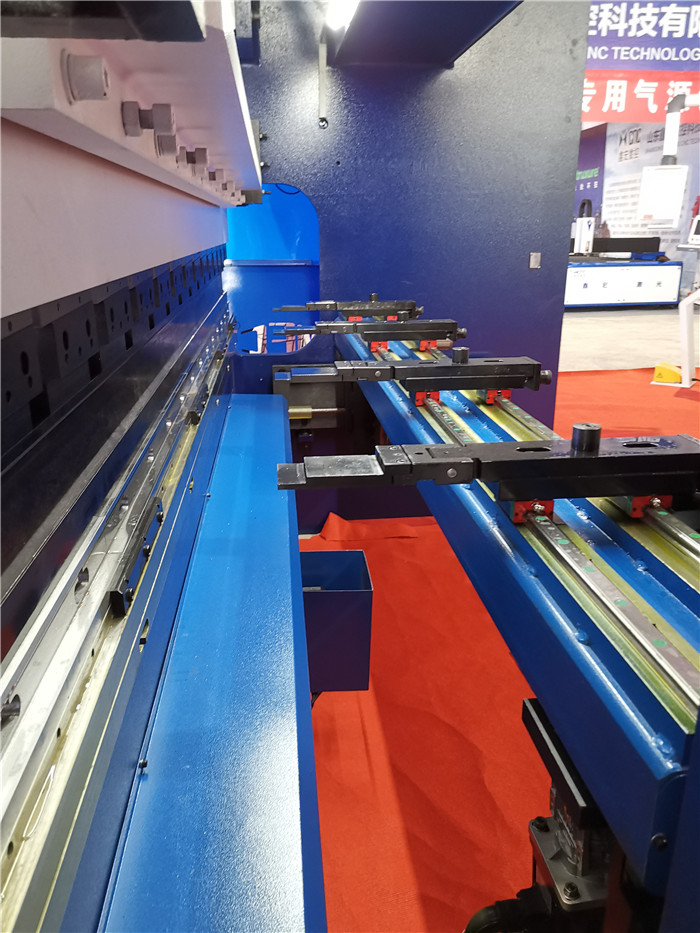
数控液压折弯机X、R、W轴特点
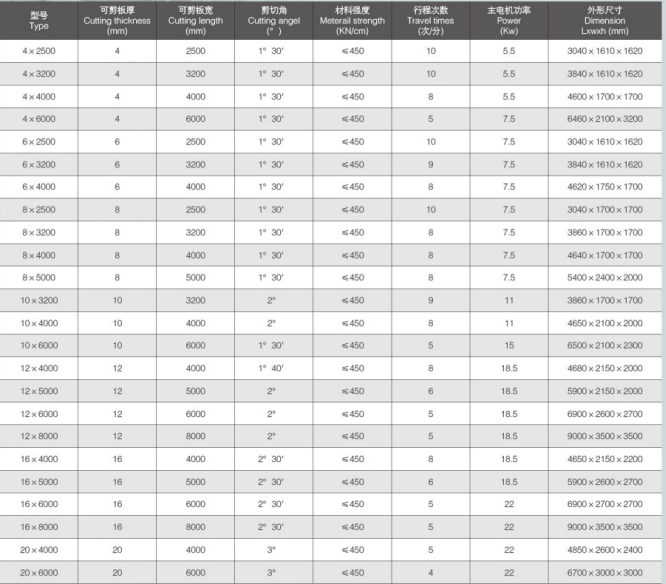
- X轴为后挡料控制轴,采用伺服电机及精密滚珠丝杆传动与直线导轨,X轴传动定位精度≤±0.05mm
- R轴为后挡料上下控制轴,采用伺服电机及精密齿条传动与精密导向杆上、下支承导向,定位精度≤±0.1mm
- W轴配数控系统控制的机械挠度补偿机构,工作台锲铁补偿装置,可形成簇理想的加凸线,在全长上实现完满
- 的补偿,保证工件加工要求的质量。

QC12K数控液压折弯机标准配置:
- 标配9CrSi刀片(可选其他材质)
- 施耐德电气
- 国内名阀组
- 卡套式接头
- 滚珠丝杆后挡料
- 手动调整间隙
- E21S系统(可选配,参照价格表)

数控液压折弯机的主油缸密封圈采用德国SKF/美国PARKER原圈,密封性能越,工作可靠,寿命长。
- 对间隙的挤抗出能力强,弹性密封圈不会扭曲翻转。
- 良好的防泄漏性能,耐磨性好, 易于装配。
1.主令电源开关(主电源开关):在电气控制柜左后,打成“ON”部位,机床总开关电源有电
2.指示灯:主开关电源接入后此灯亮。
3.数控液压折弯机油泵起动:按住环保按键可起动主电机和伺服电机电机,电机起动后灯亮
4.单步/调节转换开关:当电源开关打成“调节”,机床各轴处在调节情况
5.往返按键:在机床钣金折弯情况,按住此按键,导轨滑块强制往返
6.急停开关:按住,机床主电机和后挡料开关电源全被断开,顺时针旋转急停开关可松手锁住。
7.数控液压折弯机启动步骤:先将主电源开关打进“1”(ON)部位,这时指示灯亮,释放出来急停开关,启动油泵,随后将系统软件打手动式方法,按系统软件控制面板上的启动键,这时Y轴,X轴以及它轴将回参考点,(Y轴是根据光栅尺检验到参考点,X轴以及它轴是根据接近开关检验到参考点,随后各轴返回系统软件设置部位),这时系统软件处在提前准备情况,机床能够编写程序实际操作
8.待机步骤:停再下死点 —导轨滑块挪动到下死点 —关主电机— 电源开关打进“0”(off)部位
2.指示灯:主开关电源接入后此灯亮。
3.数控液压折弯机油泵起动:按住环保按键可起动主电机和伺服电机电机,电机起动后灯亮
4.单步/调节转换开关:当电源开关打成“调节”,机床各轴处在调节情况
5.往返按键:在机床钣金折弯情况,按住此按键,导轨滑块强制往返
6.急停开关:按住,机床主电机和后挡料开关电源全被断开,顺时针旋转急停开关可松手锁住。
7.数控液压折弯机启动步骤:先将主电源开关打进“1”(ON)部位,这时指示灯亮,释放出来急停开关,启动油泵,随后将系统软件打手动式方法,按系统软件控制面板上的启动键,这时Y轴,X轴以及它轴将回参考点,(Y轴是根据光栅尺检验到参考点,X轴以及它轴是根据接近开关检验到参考点,随后各轴返回系统软件设置部位),这时系统软件处在提前准备情况,机床能够编写程序实际操作
8.待机步骤:停再下死点 —导轨滑块挪动到下死点 —关主电机— 电源开关打进“0”(off)部位
- 上一篇: 苏州小型数控线材折弯机操作规程
- 下一篇: 数控折弯机系统是由哪些组成的?
相关文章
相关产品
-
暂时没有数据
|
电话:025-57260620 邮箱:86827750@qq.com 地址:南京市江宁区横溪街道丹阳社区宁阳街22号
南京易铁机电科技有限公司 版权所有免责申明 | 苏ICP备19039329号-1 | 技术支持:希望科技 | |
|

